Ҫ**��A�ӹ��|��������������ĥ피�������Ҫ�ֶ�֮һ�������ڹ����ӹ��^����,피��߀��ĥ�p����ë���������ڟ�̎���������׃��Ҳ��Ҫ�ھ�ĥ��A֮ǰ��피�וr��һ�����С�����������ĥ피������܇�����@������피��ĥ�����M�С����з��������N������ʯ�����zɰ݆�����Ȍ��A���Π����ʯ�����zɰ݆�A��܇�����P�ϣ����b�ڵ����ϵĽ���ʯ�Ȍ���ǰ��������피��ΠȻ��ѹ��������ʯ��܇����피�֮�g��
���Еr�ȼ������������ͣ�Ȼ���_��܇��ʹ��ʯ�D�ӣ��M�����У��ֳֹ������m�����D�ӡ�����피�׳ߴ��^С�����܇���D�ٿ��в��ø��D�١�ԓ������ĥ피���|����Ч�ʾ��ã���Ŀǰ���^���õķ������ھ����S���ӹ��Б����^�ࡣ��������ʯ�����zɰ݆��ĥ�p�����費���������ʯ�F�w����ʯ�c���zɰ݆��������,���m�ϴ��������a��
���T�F피����д˷��c���������������ƣ���֮ͬ̎�����T�F피������ʯ피⣬��피��D���Եͣ���ĥ�rʹ����ĥ����߀�Ɍ��T�F피��b��ĥ���^���F�׃�ĥ��피��F�ȣ�����ĥ����피�ף���**피���ȡ�
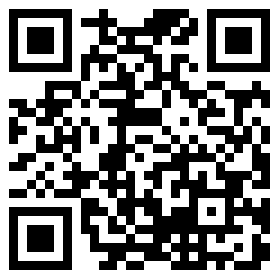
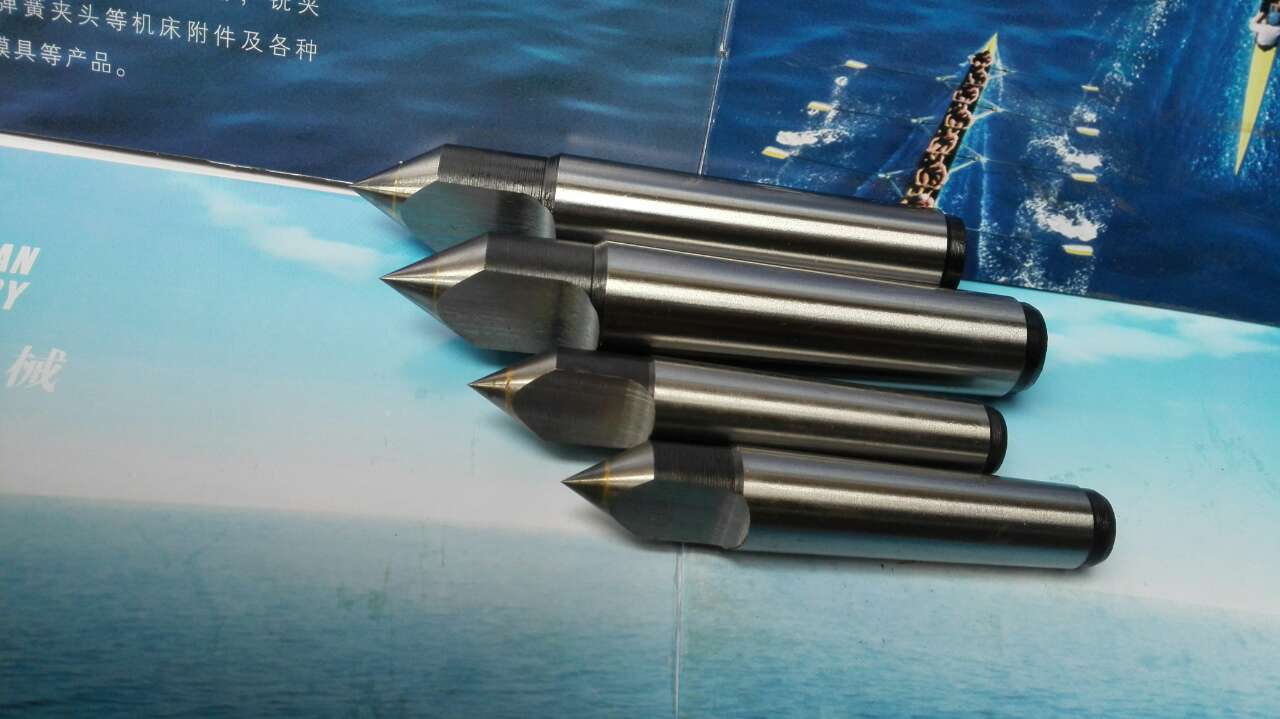
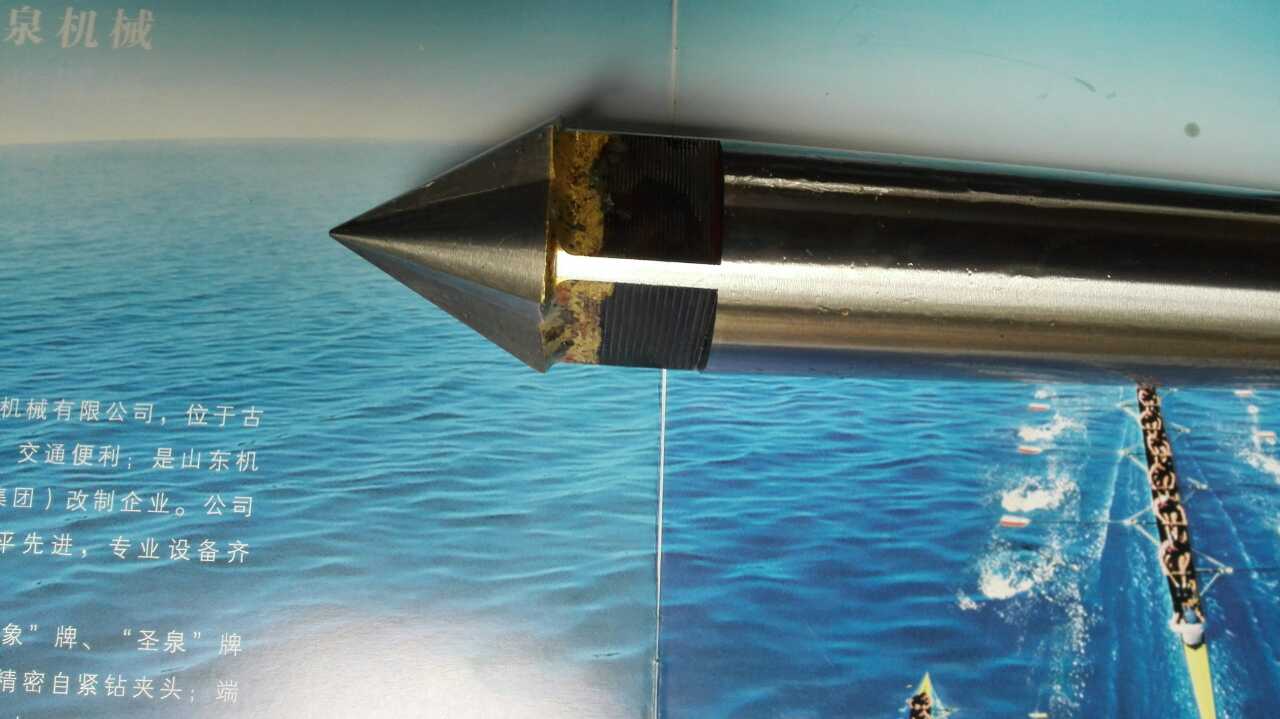
��Ӳ�|�Ͻ�피�����피�מ�����피��Ӳ�|�Ͻ�피⣬��Y�����c����60�ȈA�F���Ў��������������ã���피���Π��������͔D�����á��@�N�������a�ʸߣ����|���Բ���õ���ͨ�S피�����У������龫���S피�ľ��С�
��피��ĥ��ĥ��피�ף�피��ĥ��������ʽĥ����������피�ܱP���Ԏ��ӹ����D�ӣ������϶�֧�����Ƀ�С�A���M�ɵ�V���w�ϣ��c�����A����A�F��ɾ����|��ĥ�^�������\��:
1���������\�ӣ���ɰ݆�S����ɰ݆�ߎ����D��
2�������\�ӣ��X݆����ɰ݆�S�������Ğ�؝ƫ�����������\�ӣ�
3�������\�ӣ��X݆�c�Ț��w��б��܉�ɞ�һ�w���ɏ��������S��֧�������D�\�ӣ��X݆����݆���D��,���ƄӸܗU��
4������б��܉����б��܉��30�����ͻ��ӣ��˷���ɰ݆���c���ٶȲ�ͬ��ɵ��`�ԓ�C���ӹ����Ȟ�A��0.8ium������ֲڶ�ֵ��Ra0.32��
���ϱ��nj�������ĥ피���ĥ피���ķN�����ĺ��ν�B���gӭ�����ԃ��http://www.tzsmrjx.cn/

�ᾀ:0537-2318801