�ӹ����P䓵��@�^����ĥ�������P(gu��n)��(n��i)�ݽ�B
�g�[�Δ�(sh��)������Ϣ��Դ�������δ���(sh��)�ؙCе����˾�l(f��)���r�g��2018/1/13
����
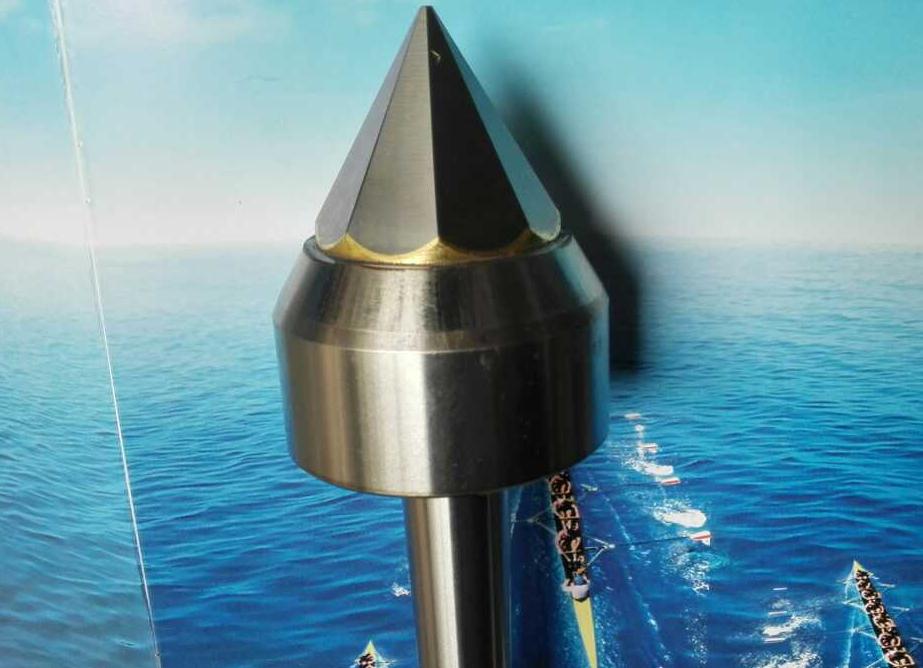
���P��@�A�^�S�ҝ����δ���(sh��)�ؙCе����˾������v��һ�¼ӹ����P䓵��@�^����ĥ����
���P䓲��ϵ��@�^(����@�^,Ҳ�в��P��@�^),�����c�Ǿ��Џ��ȸ�,�g�Ժ�,��ĥ��,�ߜ�.�m���ڼӹ�:���P�SUS303 SUS304 SUS316,⁺Ͻ�,�ߏ��ȺϽ���ϵ��y�ӹ��IJ���.�V����(y��ng)����:�x��,�x��,������Ⱦ��ܼӹ�.犱����,���P䓱��,⁺Ͻ���,���,��ˇƷ�ИI(y��)����ʹ��. ��
����@�^(���P��@�^)�����M��M42����,���ȸ�,�g�Ժ�,�ߜ�,���ȸ�,Ӳ��HRC67-69 .���صIJ����O(sh��)Ӌ, ��м�۹⻬,�����h��, ��м형�.Ҏ(gu��)����0.2---12֮�g,�����ۿ���������Ҳ����������(���@)��
�@�^��ĥ��
��픽�2 ��118���2o
�ڿ�̎�ĺ�Ǧ�0��10��-14��
�ۙM��б�� ��50��-55��
�܃����������L���Լ����@�^�S�ľ��M�ɵăɂ���Ҫ��� �݃ɂ�������Ҫ��ĥ�⻬��
���ǹ�����Փ�Dz���ģ�һ��Ҫ�W(xu��)��վ��ɰ݆�Cǰ�H�Ԅ��֣����ֲ���äĿ��ĥ����������ְ��ֵ�ָ��(d��o)�W(xu��)����ĥ�ķ����ͼ��ɣ���ô��Փ֪�R�ٺõČW(xu��)��������**��ȥ��ĥһ���˜��黨�@��ʮ�а˾��Dz����@���ġ���ʲô�أ���Փ߀�]�Ќ����`��ָ��(d��o)���á��W(xu��)��߀�]��������ĥ�ļ��ܺͼ��ɡ����õĘ˜��黨�@�mȻֻ��ĥ�������������ĥ�M�У�������ĥ�Ժ�Ҫ���C픽ǡ��M��б���Լ����������L����ȣ����ҵȸߡ���������ĥ�M���Ժ�ʹ�@�^���@���^���������p�죬��м�������_����һ�����y�ȡ�����Ҫ�����W(xu��)�����������ģ����ěQ���������������˷����ͼ����Ժ���ĥ��һ���ϸ�Ę˜��黨�@Ҳ�����Ǻ��y�ġ����Ҫ���_�ظ��V������ĥ���äĿ����ĥ��ԽĥԽäĿ����һ֧�L�L���@�^ĥ�� �ˣ�߀��֪������Ȼ��
ֻ����ĥ�,������������⣬��Փ�ŕ�������ָ��(d��o)���`����ĥ�������ڲ���Ҫ�I(l��ng)�r��ĥ��������ĥ���@�ӿ��Թ�(ji��)�säĿ��ĥ�a(ch��n)�������M��Ҳ���ԝ����о�һ�����ĥ��������ǿ������ϵ�֪�R���D�⣬���̎�����ĥ����������ĥ�õĺϸ�Ę˜��黨�@�������N����ĥȱ�ݵ��黨�@���o�ĵؿ�,���ĵؿ����@�Ƿdz���Ҫ�ġ�ʹ�������黨�@�ġ��á��c���ġ���һ���������J�R��
����ĥ�������ǡ���ĥ�����õ��@�^�ҴҼ�ĥ���϶���äĿ��ĥ��ֻ������ĥǰ�[�ź�λ�ã����ܞ���һ���ġ�ĥ�á���?q��)����A(ch��)���@һ���ஔ��Ҫ��
����ͽ�B���@�����Ԕ����Ϣ�gӭ���������P��@�A�^�S�ҝ����δ���(sh��)�ؙCе����˾���҂��Ќ��I(y��)���g(sh��)�ˆT�������